
- 供应
- 求购
- 公司
普碳钢板:q235a/b/c/d/e?
规格:2mm-50
低
合金板:q345a/b/c/d/e?
规格:3mm-500m
模具钢板:35#.45#.50#?
规格:2mm-500mm 保性能需要定扎 常规7000吨
容器钢板:q245r.q345r?
规格:6mm-160mm 国标状态交货 现货4800吨
度钢:q345gja-d?
规格:6mm-150mm 国标状态交货 现货3200吨
?
钢板在后期加工时,会因为翘曲切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失。分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲。控制措施是:
1、TMCP技术
新的TMCP 技术指的是在终轧温度≥950℃的情况下在连续大压下轧制,随后进行冷速高达300~400℃/s 的超快速冷却的工艺。
采用TMCP 新技术的钢板中连续的大变形应变积累使奥氏体硬化,随后进行超快速冷却,一方面保持硬化奥氏体不变,即“冻结”了硬化的奥氏体,另一方面超快速冷却还促进了20 nm 以下粒子的大量析出,并且随着超快速冷却温度的不断,粒子分布更加弥散。
由于采用超快速冷却,了形核率,细化了铁素体晶粒。保持超快冷状态到相变点附近停止冷却,随后进行冷却路径控制,优良性能的钢板。同时,在正常温度下连续轧制,高的温度使得积累的位错可以进行滑移和析出,高能状态应力得以释放。
2、冷却温度
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却: ( 1) 横向冷却严重不均匀; ( 2) 厚度方向冷却不对称; ( 3) 横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度、内应力的必备条件。横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
3、冷矫直
矫直能钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以局部变形的来补偿纵向纤维的长短不齐,达到波浪弯、均匀化钢板内应力的目的。
调节矫直机横向的凸度值调节也是钢板残余应力分布的重要措施。
综上,通过采用新的TMCP工艺,层流冷却速度控制温度的均匀性,以及冷矫直钢板,促进钢板内部应力均匀化,钢板再纵切分条时,变形问题控制。

???钢板切割件产品主要应用于重型机械设备,如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。特厚钢板零割零售一般2-5天可实现产品配送上门 。可根据用户需求切割各种厚度钢板.仿形件、异形件、轧机牌坊、墙板、管板、立板、滑块、轴承座、法兰盘、圆盘等特殊异形构件下料。

碳板零割河南省、70mm厚厂家

辽宁省、黑龙江省通过为国有企业引入合格的战略投资者,不但可以解决国有企业的治理结构不完善、未按现代企业治理制度运作等问题,而且战略投资者还可以利用自身的创新能力、渠道等,让国有企业迎来更多可供选择的机会。 B、全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度 例如:钢管长度为8m,测弦高30mm,则该管全长弯曲度应为: 0.03÷8m× =0.375% ⑦尺寸超差 尺寸超差或叫尺寸超出的允许偏差此处的"尺寸"主要指钢管的外径和壁厚通常有人把尺寸超差习惯叫"公差出格",这种把偏差和公差等同起来的叫法是不严密的,应叫"偏差出格"此处的偏差可能是"正"的,也可能是"负"的。
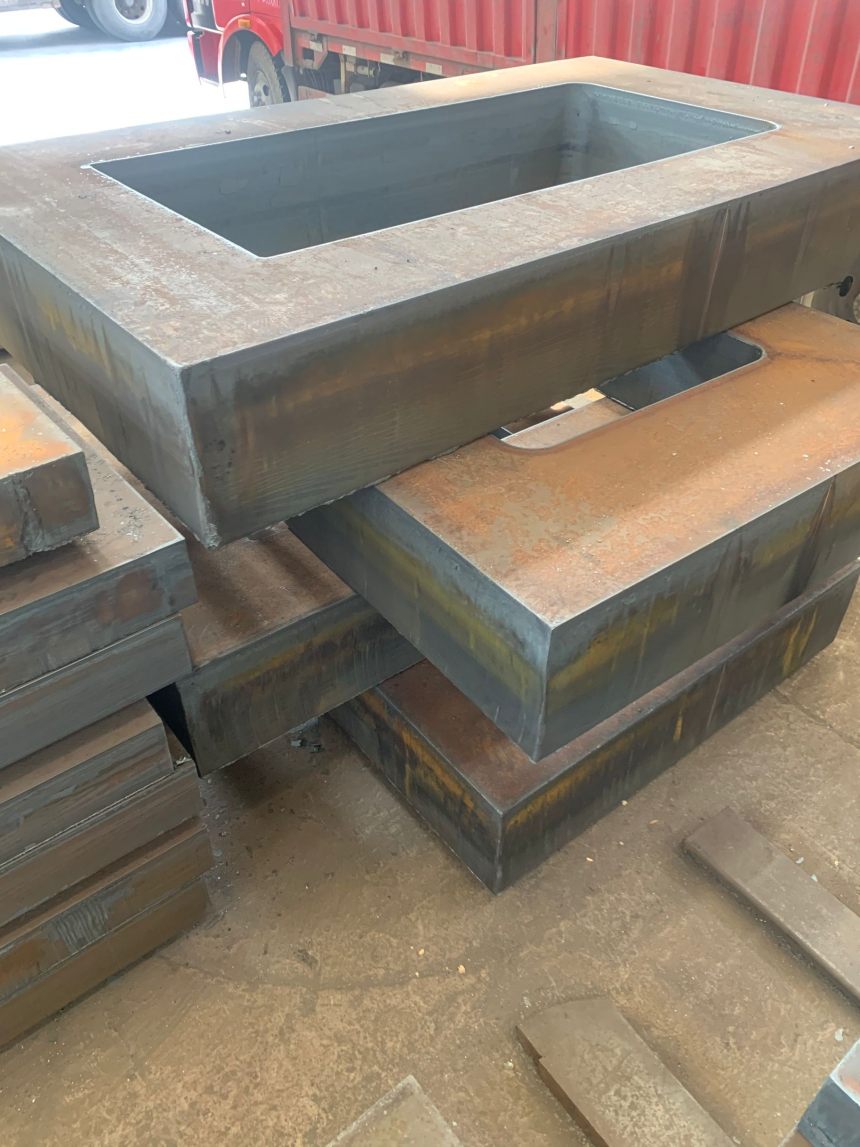
钢板切割加工:可切割厚650mm的钢板,切割光滑度40度,垂直误差±1%,焊缝可保 探伤,可作30吨以下各种规格形状的结构件。常规切割产品:风塔法兰,门框,轧机牌坊,轴承座,墙板面板,机械臂,焊接锚,管板等。