阳江薄壁梅花管厂家 薄壁梅花管切割零售
发布:2024/11/13 1:51:50 来源:xyd13406357780阳江薄壁梅花管厂家 薄壁梅花管切割零
山东鑫悦达钢铁有限公司一家专业从事异型钢管生产销一体化企业,公司坐落于山东聊城汇通物流园。

冷拉异型钢管的优点:
1.形状规格多样性通过设计不同形状的模具,冷拉出不同截面形状、版不同规格公差的冷拉异权型钢。角度可设计成直角或圆角。
2.高度使用高质量的硬质合金模具以及拥有专业修模人员,确保公差准确、统一。
3.表面光滑 的冷挤压工艺使得冷拉钢产品表面光滑明亮。
4.材料大量节省冷拉工艺是将原材料冷挤压变形达致所需的形状、规格及公差,原材料的耗损极少,相对利用传统车床机切削所耗损的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为着.
5.时间及机械节省由于精度准确,表面状况良好,冷拉异型钢产品可直接使用,如喷涂、打砂、打弯、钻孔,异型钢管也可按实际要求精拉之后直接电镀,免去了大量机时间及节省配置机械的费用。


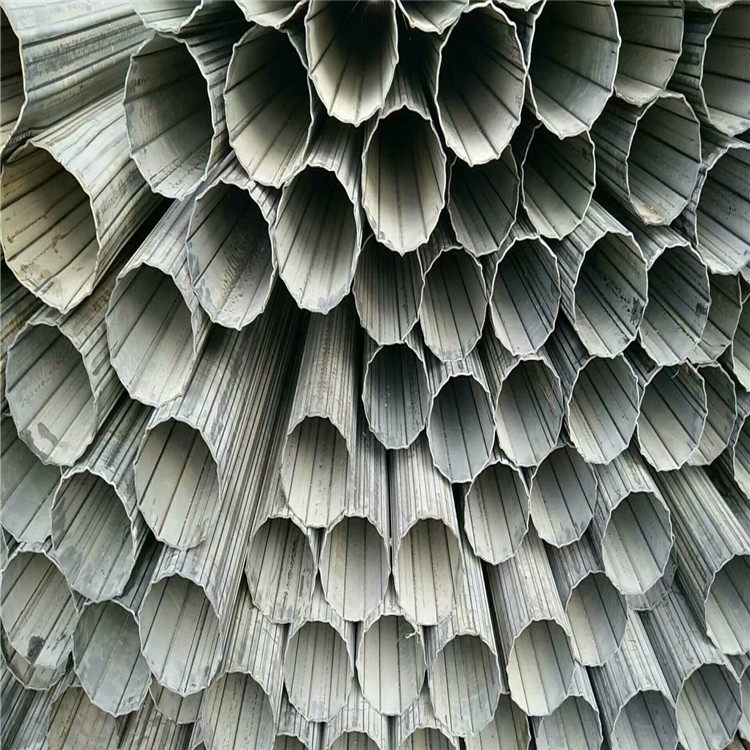
公司生产各种冷挤压、冷拔异型钢管。产品有各种规格方矩管、椭圆管、凹槽管、扇形管、D形管、三角管、元宝管、面包管、梅花管、五角管、六角管、八角管、菱形管、凸形管、P形管、T形管、8字管、暖气管、扶手管、护栏管、花键管、齿轮管、花生管、装修管等各种多边形异型截面管,同时可以根据客户图纸要求各种类型异型钢管。
阳江薄壁梅花管厂家 薄壁梅花管切割零
异型钢管在整个过程中是要焊接的,焊接的方式 和方法大家都理应会了吧,事实上在焊接的整个过程中是比较重要的,要注意控制熟度和温度,倘若温度和状况不佳得话便会很容易的连接失败的,倘若是熟度非常大的话便会很容易地缺失作用,异型钢管这样的话也会缺少作用的。在这其中焊接的整个过程中有一个比较重要的因素就是焊接的焊接,只有焊接的推托都赶到一定的水准的状况下能可以进行焊接,别的的状况下是不能进行焊接的。
焊接是重要便于焊接铸铁件,保证焊接度,一般情况下需要机械方法生产出的型面,要求不高时还能够氧割(倘若是一类焊接,需超声探伤仪的,则仅有用机械方法),但需氧化渣,根据务必,有K型焊接,V型焊接,U型焊接等,但大部分要求储存一定的钝边。
焊接焊建筑施工前在焊接建筑钢材顶部伤口造成焊接。焊接面应稳定,伤口边缘不能有裂缝、钝边和缺棱。焊接立焊时,焊接角度宜为55°~65°;焊接仰焊时,焊接角度宜为40°~55°,在这其中,下建筑钢材宜为0°~10°,上建筑钢材宜为35°~45°。建筑钢材根部间隙,焊接立焊时需为4~6毫米:仰焊时,宜为3~5毫米。其很大间隙均不宜超过11mm。钢保护层垫块厚薄宜为4~6毫米,长度宜为40~60mm。焊接立焊时,保护层垫块总宽该是钢筋型号加11mm,仰焊时,保护层垫块总宽宜等同于钢筋型号。
异型钢管的市场走势现如今是比较好的,销市场的要求全是处于一个上升的阶段,随着着规定的持续进行扩大中,有期待会保证一个动态的平衡,厂家还是要抓住机遇比较好,尽管生产过剩领域较为严重,但是厂家还是有机会进行盈利的!
产品 0等标准。产品广泛用于建筑工程、农业机械、体育器材、汽车、钢结构、工、机床、矿山、桥梁护栏、幕墙装饰、家具、石化石油机械、纺织印染机械、工程机械、电力工程、造船、玻璃机械、塑料机械、及其他各种机械等众多行业。
挤压成型是一种无切削,在常温状态运用金属材料的塑性形变,使产品工件表层的外部经济不平度辗平进而到更改表层结构、机械设备特点、样子和规格的目地。因而这类方式可另外到铸型及加强的目地。
挤压成型是一种工作压力铸型,是运用金属材料在常温下的冷塑性变形特性,运用挤压成型专用工具对产品工件表层施压,使产品工件表面金属材料造成塑性变形流动性,填写到初始残余的低陷波谷中,而到产品工件表层不光滑值降低。因为被挤压成型的表面金属材料塑性形变,使表面机构冷硬底化和晶体变窄,产生高密度的纤维,并产生内应力层,强度和抗压强度提升 ,进而提升 了产品工件表层的耐磨性能、耐腐蚀性和相互配合性。挤压成型是一种无钻削的塑性变形方式。
阳江薄壁梅花管厂家 薄壁梅花管切割零然而,仅有极少数的不锈钢钢种,可以藉由热来改变其强度与材质结构。不锈钢之所以不易生锈,是因其含有铬,在钢表面上形成一层致密的氧化铬保护膜,厚度约1~5A﹝1A=1-8cm﹞。这薄薄的一层,却扮演着罩铁布衫的功能,在一般的大气或有水的环境下,它可以防止腐蚀性的气体或液体向内侵蚀,进而保护内部的材质不受侵害;更神奇的是,如果这层保护层受到外界以机械式﹝如刮伤﹞或化学式的损伤,在一般大气下或有氧的环境下,就有自行修补的能力,以保护内部不被继续腐蚀。般规定1.1网架的方法应根据网架受力和构造的特点,在满足质量安全、进度的和经济效果的条件下,结合施工单位的施工技术条件综合确定。装方法选定后,应分别对网架施工阶段的吊点反力、挠度、杆件内力、提升或顶升时支承柱的稳定性和风荷载下网架的水平推力等进行验算,必要时进行加固。论采取何种施工方法,在正式施工前均应进行试拼装及试,当确认无误后方可进行正式施工。工准备2.1网架目前常用的为高空散装法,时需要承重脚手架配合,脚手架的搭设需进行计算并经主管部门审批方能进行搭设;台搭设采用钢管扣件式脚手架,立杆间距不小于1.5m×1.5m,横杆间距不小于1.5m;面杆间距.4m,脚手板满铺并扎牢,脚手板净距.1m,立杆伸出高度必须.1m,搭设必须设双向剪撑及扫地杆,前方设防护栏杆。3搭设高度:顶标高低网架下弦球底标高约.3m。台周围必须有安全防护设施,安全网及安全栏杆,并有供施工人员上下的通道或扶梯。埋件的轴线偏差、相对标高及表面平整度需进行复测。每个埋件必须标明相应的标高,放好轴线,网架施工前对轴线进行复测,超过规定要进行修正。工工艺流程3.1根据图的编号,垫好垫实下弦球的平面,把下弦杆件与球连接并一次拧紧到位。杆与上弦球应形成一个向下四角锥,腹杆与上弦球的连接必须一次拧紧到位,腹杆与下弦球的连接不能一次拧紧到位,主要是为上弦杆起松口服务。3上弦杆顺序就由内向外传,上弦杆与球拧紧应与腹杆和下弦球拧紧依次进行。工工艺操作要点4.1在整个网架过程中,要特别注意下弦球的垫实、轴线的准确、高强螺栓的拧紧程度、挠度及几何尺寸的控制。装中对支架必须有足够的强度和刚度,垫下弦球节点到规定标高,可以略微高出规定值。意事项5.1认真好预埋件高差,并控制在规程、设计范围之内;装的网架成为稳定体以后,支顶点拆除时尽可能同时拆除速度必须一致;或按照5.3网架自重挠度曲线分区按比例降落,每次约降1mm。
最新内容