成都32*47镀锌梅花管厂家 32*47镀锌梅花管价格
成都32*47镀锌梅花管厂家 32*47镀锌梅花管价格
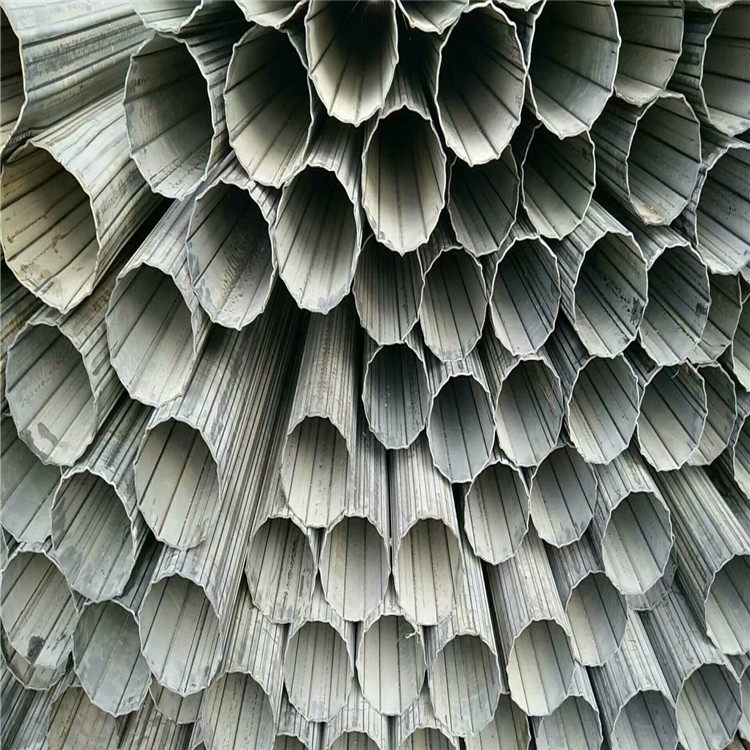
异型钢管是一种特殊形状的管材,它寿命长,使用范围广泛,目前的主要市场形势不错,而且近期价格有点小波动,钢材的反给一些企业也带来了不错的利润。我国异型钢管行业技术方面线在正式逐渐完善的,而且各大厂家都越来越注重人才的引进与科技的发展,所以生产成本降低了,利润自然也会更多一点。在当前产能过剩的背景下,业内人士普遍担忧,一旦有较大的盈利空间,钢厂的复产、增产热情将令后市共赢压力大增,而在实际上,钢厂复产,异型钢管增产迹象已经于近期始显现。异型钢管上涨的情况也同时增加了不锈钢成本,对于如今市场竞争激烈的情况下,很难竞争,给企业的生产经营造成困难。另外,主要技术经济指标尚需进一步改善。我国热轧成品钢材(坯-材)成材率在93%左右,其中,热轧无缝不锈钢管(坯-材)成材率,视其技术装备水平不同波动较大,技术 轧机一般为90=92%,技术后轧机仅为80%左右; 轧机为75%以上,落后轧机为70%一下。异型钢管是指具有保护锈层耐大气腐蚀,可用于车辆、桥梁、塔梁、集装箱灯光钢结构的低合金结构钢,与普碳钢相比,异型钢管在大气中具有更优良的抗蚀性能。与不锈钢相比,异型钢管质优微量的合金元素,异型钢管一般采用精料入炉-冶炼(转炉、电炉)--微合金化--氩--LF精炼--低过热度连铸--控轧控冷等工艺路线。异型钢管要求和社会对恢复自然环境的呼声也越来越高。


异型钢管采用的二部推进式扩管机集模扩径技术,数字中频感应加热技术,液压技术于一机,以其合理的工艺、较低的能源消耗、较低的建设投资,良好的产品质量,宽范围的原料与产品规格适用性、灵活易变低投入的生产批量适应性,顶替了钢管行业传统的拉拔式扩径技术。由于在近期内难于解决大口径钢管的供给,冷拔异型钢,精密异型钢管一般起来都是有里面有芯棒,外面有磨具,这样出来的精密异型钢管精密度和椭圆度要比较好,而冷拔异型钢管就是 简单的一种方法,经过磨具的冷拉出来,是没有芯棒的,这样出来的冷拔异型无缝钢管的精密度要差一些。
异型钢管在市面上有很多牌子,质量好的,品牌名气大的,价格肯定高,另外看304不锈钢管精密管的口径,大口径的304不锈钢管精密管的价格较贵,一般在35~60度左右。向精密机械、汽车配件、精密、领域一般都采用精密异型钢管这样出来又都选用普通的六角钢管、八角钢管、冷拔异型钢管、价格比较便宜一些。异型钢管成为解决我国大口径钢管短缺的重要产品来源,缓解了大口径钢管市场的紧张局面。不仅价格比较高,而且通常使用在关键设备和以其上,因此异型钢管的材质和精密度要求以及表面光洁度要求非常高。
异型管存有的各种各样技术性难题有哪些呢?
异型管焊接技术性操纵实行方主要是高管,要确保焊接技术性规范化和技术性实际操作规范性。在技术性生产中会发生一些较为普遍的技术性难题,因此 要立即搞好检测工作中,下边大家就而言下异型管存有的各种各样技术性难题有哪些呢?
焊接全过程质量管理:
焊接全过程质量管理关键有焊接前质量管理、焊接全过程质量管理、焊接进行后质量管理好多个层面。焊接前质量管理关键指在焊接前对方案设计及生产流程展剖析,科学研究是不是存有影响产品质量问题的要素;焊接全过程质量管理即在焊接全过程中对全部工作全过程展科学研究检测;焊接进行后质量管理关键指工程施工进行后对工程施工产品展品质品定及品质检验。
技术性操纵具体内容有焊接全过程中是不是依照设计图展工程施工,工程施工全过程中是不是依照规范生产流程及规范操作规范进行工作,检测全过程中是不是依照相对应规范核查工程施工位置,工程施工后是不是对工程施工处展维护保养等。不锈钢板焊接全过程技术性操纵不但是确保不锈钢板焊接品质的前提条件,也是对焊接全过程展资源提升的压根确保。
成都32*47镀锌梅花管另外,不论蒸汽是否冷凝,在同样压力下只要气体温度降低,其容积流量就会减少。化工流程中2~3℃温度的气体并不少见。若从3℃冷却到5℃之后,干燥空气的容积减少45%左右,这样就可以选择较小容量的抽气真空泵机置。机组的操作顺序:1)机组中无旁通阀时,应先动水环泵,被抽系统中的气体由罗茨泵(气体推动罗茨泵转子自行转动,如同流量计一般)进入水环泵后再排至大气,待水环泵的吸入压力(如串联有大气泵,则为大气泵的吸入压力)达到罗茨泵的起初规定值时(即允许排气压力),始启动罗茨泵,机组正式运转,始工作。机组中有旁通阀时,如图5所示,先启动水环泵,接着动罗茨泵,此时,罗茨泵进排气压差较大,旁通阀自动启,被抽容器中的气体一部分经过旁通阀进入水环泵,另一部分在罗茨泵的作用下通过该泵也进入水环泵,显然抽气速率增加,这样很快达到罗茨泵的预真空,进排气压差较小,阀门自动关闭(或人工关闭),机组正式工作。这种方法能大大缩短预抽时间,但设备较复杂。机组-罗茨泵-前级泵性能关系机组的性能与罗茨泵的性能密切相关,而罗茨泵的性能又随前级泵的不同而有所不同。由于罗茨泵的转子与转子之间、转子与壳体之间存在着间隙,因此有返流存在,而这种返流受进口压力和出口压力的影响,即使是同一台罗茨泵,使用不同的前级泵时,其抽气速率也会有所不同。罗茨泵的抽气速率可由下式确定:δ=δ(P2/P1/K)式中:δ-设计的抽气速率;P1-进口压力;P2-出口压力;K-固有常数,由该泵转子的形状、间隙量、转子圆周速度和出口压力来确定。由上式可知,抽气量受到出口压力与进口压力之比的影响,亦即若增加前级泵的抽气速率,那么罗茨泵的抽气速率也会增大。